RFID in magazzino e produzione: come ottenere letture affidabili in ambienti complessi
Quando si parla di RFID, l’idea che basti installare dei tag e dei reader perché tutto funzioni automaticamente è molto lontana dalla realtà. Componenti fondamentali dell’IoT, le performance dell’identificazione univoca a radiofrequenza in magazzini, stabilimenti e centri logistici sono condizionate dagli ambienti in cui saranno inseriti sensori, tag, reader, varchi e tunnel.
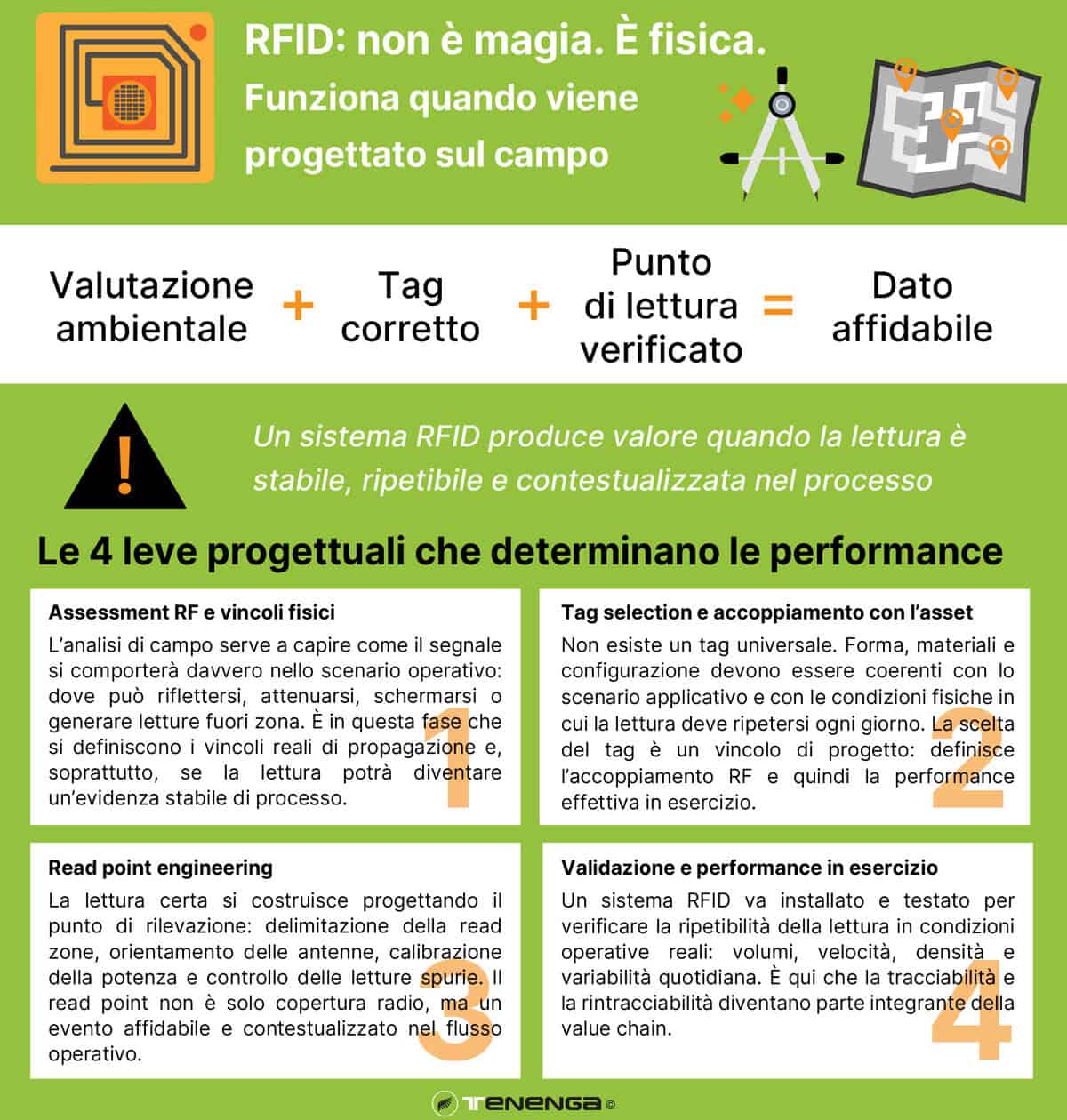
Per garantire l’efficienza di questi progetti è necessario studiare nel dettaglio il contesto fisico e operativo in cui transponder (TAG) e lettori verranno utilizzati, perché questo incide direttamente sulla propagazione del segnale e sulla stabilità delle letture, determinando la qualità complessiva dei dati raccolti lungo il processo. Materiali presenti, densità degli spazi, modalità di movimentazione, vincoli impiantistici e configurazione reale dei processi diventano variabili progettuali decisive: definiscono dove la lettura sarà affidabile, dove potrà degradare e con quali impatti sull’intero sistema di tracciabilità. Dunque, la domanda fondamentale che fa davvero la differenza non è che cosa installo, bensì dove lo installo e in quali condizioni dovrà operare. E soprattutto: quale evidenza operativa mi serve costruire attraverso quella lettura.
La fisica del segnale come prima variabile di un progetto RFID
Il tema è che l’RFID non è un prodotto. È il risultato di un progetto che presuppone un processo di analisi e di valutazione dei requisiti e dei vincoli fisici di tutto lo scenario applicativo, cioè dei contesti di lavoro in cui l’identificazione a radiofrequenza deve operare ogni giorno. Dalla gestione dei cespiti e degli asset aziendali ai flussi della supply chain, fino agli ambienti regolati del farmaceutico e del sanitario, le prestazioni della tecnologia RFID dipendono sempre dalle condizioni operative reali in cui i sistemi di lettura vengono progettati, installati e utilizzati. Ecco perché serve una perizia sul campo per valutare la combinazione tra tag, oggetto, geometria di lettura e caratterische ambientali.
“I sistemi RFID non si comportano tutti allo stesso modo in ogni ambiente – spiega Ubaldo Montanari, CEO di Tenenga -. La fisica del segnale, infatti, è un fattore determinante prima ancora del tipo di tag, dei sistemi software o delle piattaforme di gestione a corollario. Introdurre l’identificazione univoca a radiofrequenza significa ingegnerizzare ogni punto di lettura. È decisivo osservare lo scenario che circonda gli oggetti taggati: saranno sempre in un ambiente protetto o potranno sostare sotto la pioggia, in una cella frigorifera o in altri ambienti? Pioggia, ghiaccio, umidità, condensa, alte temperature e stoccaggi prolungati possono cambiare radicalmente la propagazione del segnale. Nel mondo dell’AutoID, la qualità del dato non nasce solo dall’accuratezza dell’identificativo, ma dalla stabilità con cui l’identificazione riesce a ripetersi ogni volta che un oggetto attraversa un punto del processo. Se questa ripetibilità non è garantita diventa un tema di fiducia operativa, perché le aziende costruiscono i processi su evidenze e, senza evidenze stabili, l’adozione della tecnologia perde credibilità”.
Dal pilot al campo: quando l’RFID entra nei processi reali
Nelle prime fasi di test, molti progetti RFID partono con risultati immediatamente misurabili: una demo su pochi asset, un pilot in un’area circoscritta, letture stabili e coerenti. In queste condizioni controllate, l’identificazione a radiofrequenza mostra tutta la sua efficacia: range prevedibile, comportamento uniforme dei tag, dati acquisiti con continuità. Quando la tecnologia RFID viene estesa all’intero processo operativo, entrano in gioco le variabili che caratterizzano ogni ambiente industriale o logistico. Sono questi elementi a governare la propagazione del segnale e, di conseguenza, la qualità della tracciabilità.
- Metalli e riflessioni. La presenza di superfici metalliche che riflettono e rimbalzano il segnale può generare multipath (percorsi multipli) e produrre letture instabili. Non è solo la presenza del metallo in sé, ma anche la geometria dello spazio – montanti, ripiani, corridoi – a modificare la propagazione. Il risultato è una variabilità delle letture dei tag tra corsie adiacenti e ubicazioni specifiche del magazzino. In questi casi la soluzione passa dalla scelta di tag on-metal e dalla progettazione precisa delle read zone, per confinare il campo di lettura ed evitare eventi fuori contesto.
- Liquidi e assorbimento. I liquidi assorbono energia elettromagnetica, e questo diventa critico quando il tag è vicino al contenuto – bottiglie, taniche, flaconi, fusti – o quando l’imballo introduce un effetto schermo variabile, ad esempio in presenza di cartoni umidi, film plastico o condensa. La performance può cambiare sensibilmente tra condizioni asciutte e condizioni di refrigerazione o lavaggio. L’acqua, il ghiaccio e l’umidità riducono la percentuale di lettura di molti sistemi. Per questo è necessario selezionare tag progettati per lavorare in prossimità di liquidi e validare sul campo la frequenza e la configurazione più adatta.
- Densità e schermatura. Gli ambienti densi e dinamici amplificano ulteriormente la complessità: molte unità che transitano insieme, impilamenti, pallet misti, oggetti sovrapposti e passaggi rapidi su varchi trasformano la lettura in un evento strettamente legato alla configurazione del carico. In configurazioni molto compatte, i tag possono anche schermarsi a vicenda, riducendo la visibilità di quelli posizionati più all’interno del pallet. Qui la progettazione richiede antenne e varchi calibrati per la densità reale del carico, oltre a una progettazione del varco che riduca schermature e collisioni tra tag in transito.
- Orientamento e ripetibilità. Accanto a questi fattori strutturali, entrano in gioco variabili operative più sottili ma spesso decisive. L’orientamento del tag rispetto alle antenne incide direttamente sulla ripetibilità della lettura: colli ruotati, etichette applicate con diversi orientamenti o pallet che attraversano un varco RFID con angolazioni diverse possono produrre risultati non omogenei. La soluzione è lavorare sul posizionamento del tag e sulla geometria del read point, costruendo condizioni in cui l’oggetto attraversa la zona di lettura in modo il più possibile coerente e replicabile.
- Packaging e attenuazione. Anche alcuni materiali di packaging, come film metallizzati, blister o imballi multistrato, possono alterare il campo e introdurre attenuazioni difficili da prevedere a tavolino, soprattutto quando il prodotto è confezionato in modo composito o variabile. In questi scenari diventa essenziale testare combinazioni tag-supporto-imballo e scegliere form factor e applicazioni che minimizzino l’effetto schermante. E, quando possibile, considerando anche ipotesi di smart packaging più sostenibili.
- Velocità e distanza. Nei flussi reali, inoltre, la distanza effettiva e la velocità di transito cambiano continuamente: un conto è una lettura statica, un conto è un muletto che passa a velocità variabile o un collo che attraversa rapidamente una zona di lettura. La tracciabilità diventa così un evento dinamico, non un comportamento uniforme. Per questo il sistema deve essere progettato per funzionare in movimento, con finestre di lettura adeguate, potenze calibrate e prove ripetute in condizioni operative reali.
- Rumore elettromagnetico. In ambito industriale, infine, la presenza di macchinari, motori, inverter e infrastrutture elettriche può introdurre rumore elettromagnetico che influenza ulteriormente la stabilità delle letture, rendendo ancora più evidente la differenza tra una prova controllata e un’implementazione operativa. In questi casi serve un assessment RF completo e una calibrazione accurata dell’impianto, perché la fabbrica non è mai un ambiente pulito dal punto di vista elettromagnetico.
Queste casistiche rappresentano la normalità negli ambienti di produzione e distribuzione. Ed è per questo che la qualità delle letture può cambiare sensibilmente quando il sistema entra nel processo reale: aumentano le mancate letture, compaiono eventi doppi, si concentrano criticità in zone specifiche. A quel punto il danno non è solo tecnico: è operativo. I team iniziano a percepire la tracciabilità come qualcosa che non si può usare sempre, e la tecnologia smette di essere un abilitatore di efficienza per diventare un’ulteriore variabile di rischio. La differenza tra un pilot riuscito e una tracciabilità industriale affidabile sta nella capacità di integrare fin dall’inizio fisica del segnale, scelta del tag, progettazione del read point e validazione sul campo.
Progettare il punto di lettura del tag RFID: l’assessment come fase decisiva
Quando un progetto RFID entra nella fase esecutiva, uno degli errori più frequenti è trattare la lettura come un fatto puramente impiantistico: si installano reader, si posizionano antenne, si configurano parametri e si dà per scontato che il sistema, una volta avviato, produrrà automaticamente dati affidabili.
In realtà, nei contesti industriali e logistici, la lettura è sempre un evento situazionale. Dipende da come un collo viene movimentato, da come un pallet viene filmato, da come un contenitore viene appoggiato su un carrello, da quanto è vicino a una superficie metallica o a un volume liquido. Basta un dettaglio apparentemente marginale – un bancale metallico invece che in legno, un’etichetta applicata sul lato sbagliato, un passaggio in cella frigo con condensa sul packaging – per cambiare completamente la qualità del segnale.
“Un varco di spedizione, ad esempio, non è solo un punto fisico: è un momento in cui deve essere attestato che quel pallet è davvero uscito – prosegue Montanari -. Una linea di produzione non è solo un ambiente da coprire: è una sequenza di fasi in cui la tracciabilità deve accompagnare avanzamenti, controlli qualità, associazioni tra lotto e componente. In questi casi, l’RFID non può essere progettato come una copertura radio, ma come un sistema in cui serve una lettura certa, ripetibile e funzionale. Da qui nasce la necessità di una valutazione che non sia solo tecnica, ma ambientale e processuale insieme. Significa osservare le condizioni reali: pallet misti e non omogenei, colli ravvicinati, materiali riflettenti, contenitori pieni, scaffalature dense, ritmi di movimentazione non sempre regolari. Significa testare non il singolo tag, ma la combinazione tra tag, oggetto, posizione, distanza e contesto. Solo dopo questa lettura del campo reale ha senso passare alla progettazione del punto di lettura: scegliere il tipo di tag più adatto, definire il posizionamento, delimitare la zona di lettura, calibrare potenza e angoli delle antenne, ridurre le letture spurie e validare le performance con prove ripetute in condizioni operative. In sintesi: è un lavoro di ingegneria applicata con aspettative corrette e risultati misurabili”.
I casi RFID più problematici
Sottovalutare l’impatto dell’ambiente su un progetto RFID è il primo errore da evitare. Non bisogna confondere l’obiettivo “traccio questo asset” con il contesto di lettura “in quali punti del processo mi serve una prova affidabile e ripetibile?. Nei sistemi industriali, infatti, una lettura RFID non serve a vedere un tag, ma a costruire un’evidenza: ingresso, uscita, avanzamento di fase, associazione tra lotto e componente, certificazione di un passaggio. Le difficoltà più insidiose non emergono quando si testa un singolo collo, ma quando si prova a replicare la lettura in condizioni che assomigliano davvero alla realtà: volumi, velocità, densità, materiali, spazi e vincoli. Di seguito alcuni scenari ricorrenti:
- Scaffalature metalliche e zone di lettura. Tipiche nei magazzini intensivi, caratterizzati da montanti, ripiani, gabbie e contenitori metallici. Qui il segnale non si limita a riflettere, ma può creare percorsi multipli e zone di interrogazione non intenzionali, generando letture spurie fuori zona. Un operatore si aspetta che il varco legga solo ciò che passa davanti, ma l’antenna intercetta anche tag laterali o in profondità. Se non si progettano correttamente le read zone, il rischio è di ottenere letture vere ma fuori contesto – e questo, lato WMS/ERP, è quasi peggio di una mancata lettura, perché genera eventi credibili ma operativamente errati.
- Reparti wet e assorbimento dei liquidi. Nei contesti alimentari, chimici, cosmetici o farmaceutici non è raro tracciare contenitori pieni o semipieni, oppure packaging soggetti a umidità e condensa. L’assorbimento dei liquidi riduce range e affidabilità soprattutto quando il tag è vicino al contenuto o quando l’orientamento cambia. Un caso concreto è quello dei pallet di bottiglie con film estensibile: a seconda di come sono posizionate le etichette, alcune unità vengono lette sempre, altre solo a tratti. la criticità emerge ancora di più quando il pallet è misto, perché la variabilità aumenta. In questi contesti, la progettazione non riguarda solo il tag near-liquid, ma la scelta della banda più robusta rispetto al vincolo fisico e soprattutto la validazione sul campo della percentuale di lettura in esercizio.
- Cross-docking e movimentazioni ad alta densità. Baie di carico, linee di confezionamento e varchi dove transitano più colli insieme sono ambienti in cui la velocità e la concentrazione degli oggetti amplificano la complessità. In questi contesti, aumentare la potenza può allargare troppo il campo e generare letture indesiderate, oppure introdurre collisioni e rumore che peggiorano l’accuratezza. Il rischio operativo è chiaro: se una lettura serve per attestare un passaggio – ingresso, uscita, consumo, avanzamento di fase – l’instabilità diventa un problema di processo e di compliance interna, non solo di performance radio. Il problema si risolve lavorando su geometria del varco, posizionamento dei tag, configurazione delle antenne e logiche di filtro e coerenza dell’evento coerenti con la densità reale del carico.
Per questo aggiungere reader e/o antenne e/o aumentare la potenza dei reader non è una soluzione standard. In ambienti complessi può amplificare le letture fuori zona, aumentare il rumore, allargare in modo incontrollato il campo e rendere più difficile distinguere ciò che deve essere letto da ciò che viene letto. La leva consulenziale vera, in questi casi, è ripartire dall’analisi per progettare il read point come elemento di processo, non come componente hardware, costruendo le condizioni di lettura più efficienti e funzionali.
Lavorare con la fisica: progettare l’RFID affinché funzioni davvero
Il passo successivo non è aumentare la potenza o moltiplicare i reader, ma intervenire sulla progettazione del sistema in modo mirato per garantire tutte le condizioni operative in cui il processo di lettura del tag diventa stabile, ripetibile e utilizzabile.
- Tag design e materiali. Il tag non è un elemento neutro: è un componente ingegneristico che deve essere selezionato in funzione dell’asset e del contesto. In ambienti in cui sono presenti i metalli servono soluzioni on-metal (MOM – Mounting on Metal) progettate per lavorare su superfici riflettenti, mentre in presenza di liquidi occorrono configurazioni capaci di ridurre l’assorbimento e mantenere continuità di lettura. In alcuni scenari critici, anche la scelta della banda – UHF, HF o LF – diventa determinante, perché le frequenze non reagiscono allo stesso modo all’umidità e ai materiali schermanti.
- Posizionamento e orientamento. Anche un tag corretto può diventare inefficace se applicato nel punto sbagliato. La posizione sull’oggetto, l’orientamento rispetto alle antenne e la ripetibilità con cui l’asset attraversa un varco determinano la qualità della lettura molto più di qualsiasi incremento di potenza. In molti casi, spostare di pochi centimetri l’etichetta produce un miglioramento maggiore rispetto a qualsiasi intervento infrastrutturale.
- Read zone e controllo del campo. Un sistema RFID affidabile non si basa su una copertura generica, ma su zone di lettura progettate. Delimitare dove la lettura deve avvenire, evitare intercettazioni laterali e ridurre le letture spurie significa trasformare il segnale in un evento contestualizzato, coerente con il processo e interpretabile dai sistemi gestionali. In ambienti complessi, la progettazione può includere anche logiche di lettura near field, utili per confinare il campo di interrogazione in spazi molto circoscritti e ridurre letture fuori contesto.
- Tuning e validazione sul campo. L’RFID non si chiude con l’installazione. Serve una fase di calibrazione: potenza, angoli delle antenne, filtri software, test ripetuti in condizioni operative reali. È qui che si costruisce la differenza tra una demo funzionante e una tracciabilità industriale robusta, capace di reggere volumi, variabilità e complessità.
- Integrazione con i processi. Infine, la lettura RFID ha valore quando diventa parte del flusso operativo: un passaggio certificato, un avanzamento di fase, un controllo di coerenza tra fisico e digitale. L’obiettivo non è “leggere tutto”, ma leggere ciò che serve, dove serve, con un dato affidabile e azionabile.
“L’RFID non è magia – conclude Montanari -. È una tecnologia estremamente potente che funziona davvero quando viene trattata per quello che è: un’infrastruttura fisica prima ancora che digitale. Non esiste una frequenza migliore in assoluto: esiste quella più adatta al vincolo fisico che devi governare. Allo stesso tempo, un approccio progettuale maturo significa anche riconoscere che esistono scenari limite in cui l’RFID, soprattutto nella variante UHF, non è la tecnologia più adatta o non può essere applicata con le stesse aspettative di un contesto standard. In questi casi la differenza non sta nel forzare la tecnologia, ma nel valutare alternative, riprogettare il punto di lettura o accettare che quel vincolo fisico richieda un approccio diverso. Serve costruire condizioni operative in cui il dato sia stabile, ripetibile e utilizzabile come evidenza. Quando questo lavoro viene fatto con metodo, serietà e competenza, l’identificazione a radiofrequenza diventa un abilitatore concreto per l’IoT e per l’AutoID, portando continuità, controllo e tracciabilità reale lungo la filiera. Quando invece si sottovaluta la fisica dell’ambiente, anche la tecnologia migliore rischia di perdere affidabilità e, con essa, la fiducia delle persone che devono usarla ogni giorno”.